-
sales11@g-shine07.com - +8617701719207
- The shipping costs are rising, contact us for a real-time quote.
Industry Experience

Export Countries
OEM Sample Cases
Plant Area











1.Raw materials

2.Cutting

3.Sewing

4.Quality inspection

5.Packaging

6.Shipping

Fr**k
“We’ve worked with Great Shine for years and trust their reliability. We purchase bulk storage products annually — always trendy, cost-effective, and delivered on time.”

St**e
“Great Shine consistently delivers high-quality and affordable storage bags. They’re our go-to supplier for large volume and custom orders.”

Du***e
“Our first wholesale order from Great Shine was impressive — no defects, excellent packaging, and fast delivery. We look forward to long-term cooperation.”

B**
“Great Shine offers fresh, innovative storage box designs that keep our product line competitive. Their OEM support is reliable and efficient.”

Strict quality control and stable production capacity under one roof.

Tailor your storage box in size, color, material, and logo to match your brand.

Efficient sampling & mass production to support your business schedule.

Serving storage brands, retail chains, and e-commerce sellers in 50+ countries.

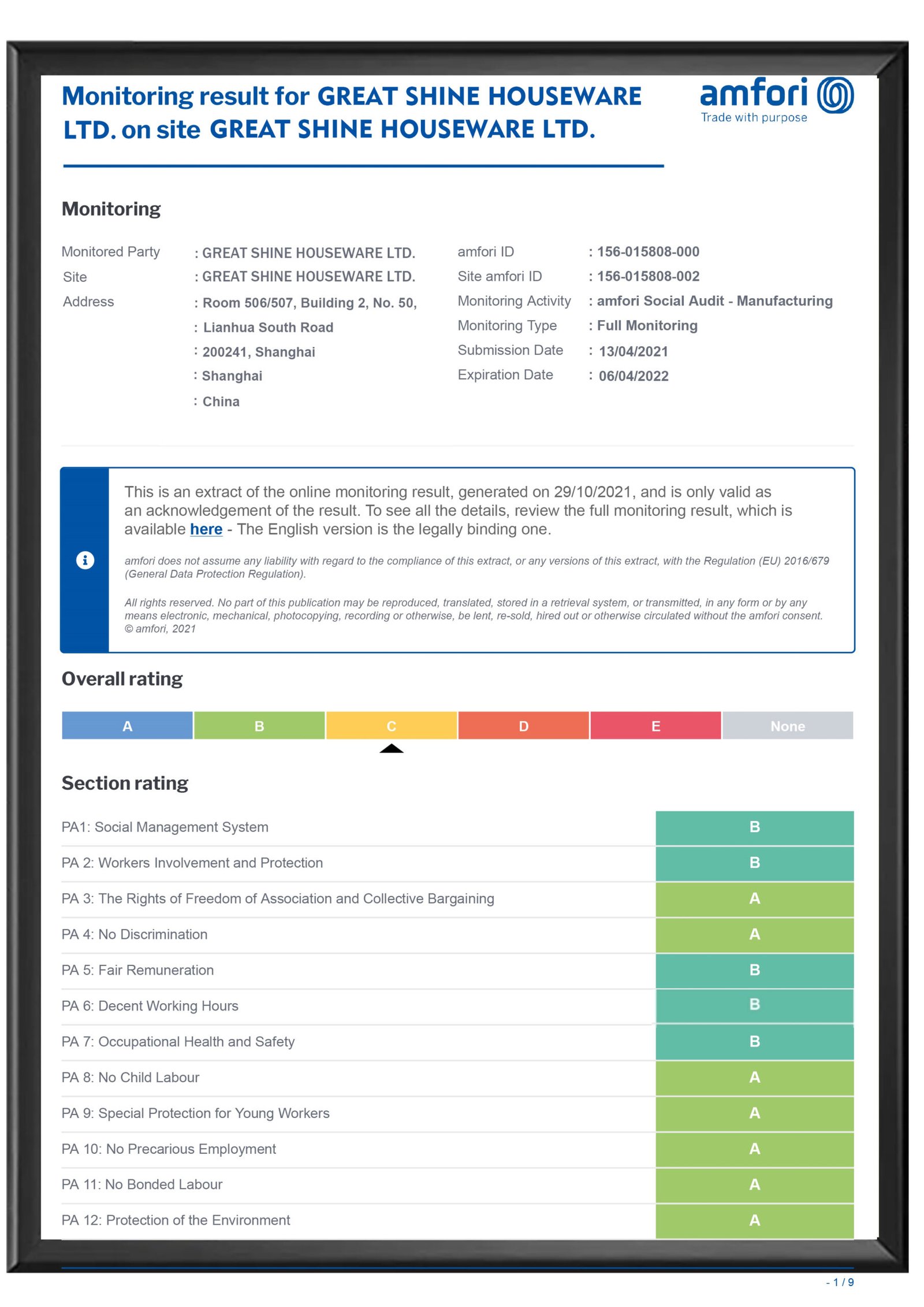
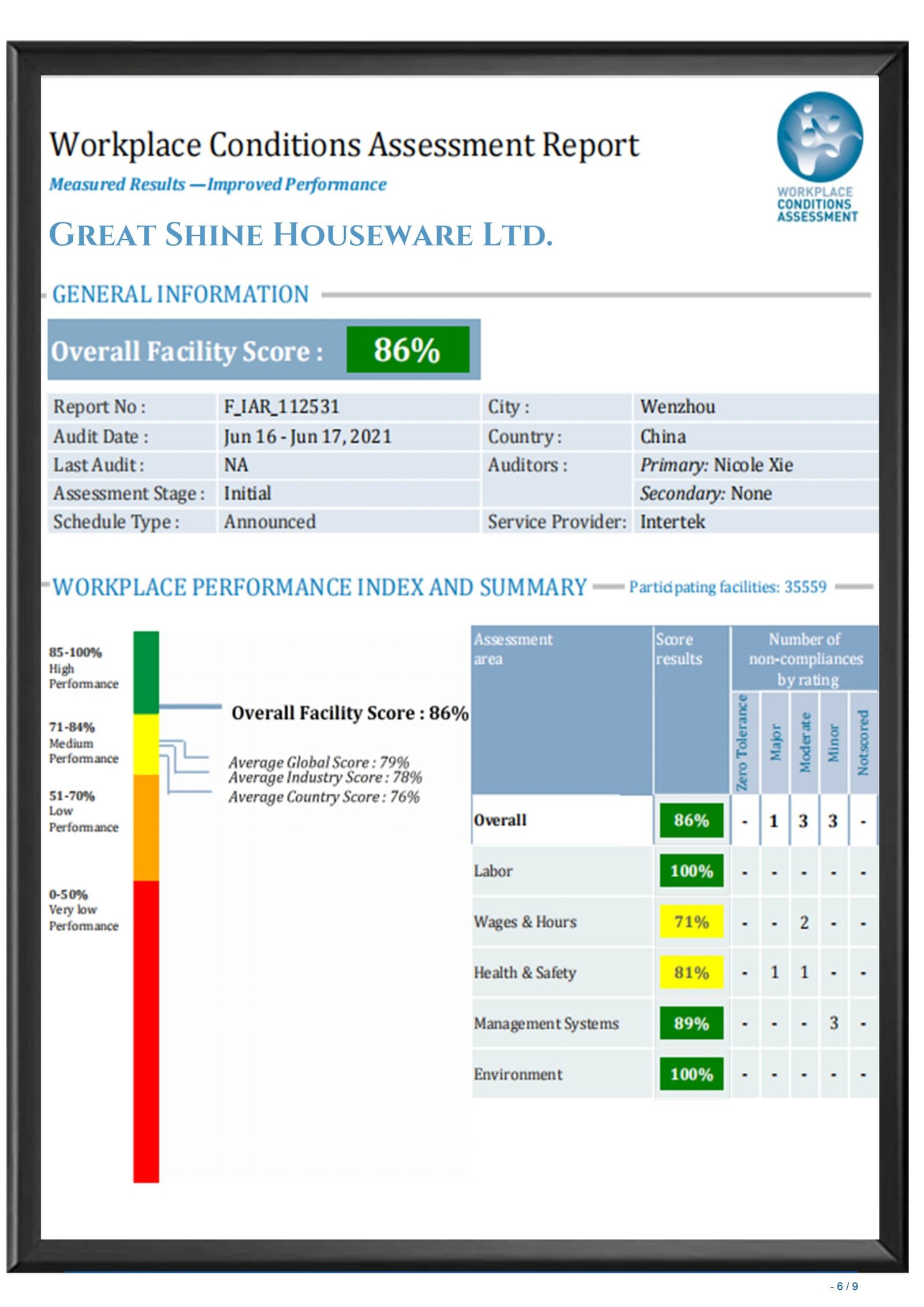
Meet CE, REACH, ISO, and BSCI standards for global market access.

Direct-from-factory rates without compromising quality.
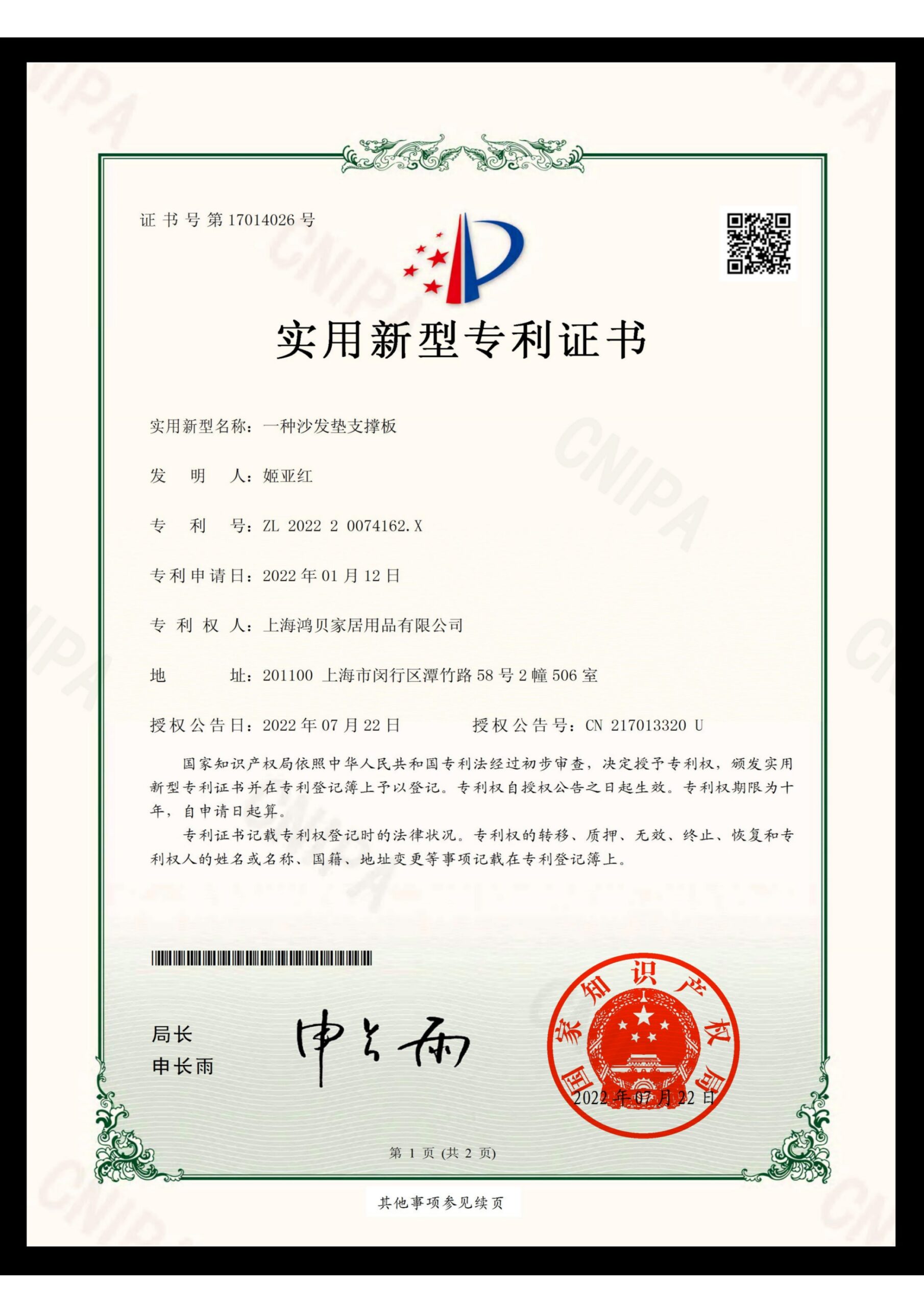
patents
Exporting Countries



Great Shine Houseware, founded in 2010 near Shanghai, specializes in manufacturing home storage products. With ISO 9001 and BSCI certifications, we deliver quality that global buyers trust.
We’ve proudly partnered with top retailers like Lidl, Tesco, B&M, Primark, Rossmann, JYSK, and Big Lots.
A quick glimpse into our certified factory
Have a question or request a quote?
We’ll reply within 24 hours to help you get the right storage box for your business.
Our standard MOQ is 500 pcs per style. For customized storage box with specific materials or colors, the MOQ may vary slightly.
Absolutely. We offer full OEM/ODM customization—from dimensions and materials to zipper color and printed logo. Just send us your design or reference photo.
Yes, we provide pre-production samples. Sampling typically takes 5–7 working days, and sample fees can be refunded upon bulk confirmation.
For standard orders, production takes about 25–35 days after sample approval and deposit. Urgent orders? Just let us know—we’ll do our best to accommodate.
We ship worldwide via air freight, sea freight, or express (DHL/UPS/FedEx). You can also arrange your own forwarder if preferred.



Office

Inventory reserve

sample room

workshop

Package

Warehouse


contact us to get latest product catalog
We’ll reply within 24 hours with a customized quote.
